CNC machining is a cornerstone technology for both prototyping and end-part production, valued for its high precision and broad material compatibility. However, the success of a project depends not just on the quality of the part, but also on effective cost management. A minor design oversight can lead to a major increase in machining time and manufacturing expenses.
Fortunately, a significant portion of CNC machining costs can be optimized during the design phase. As a designer or engineer, understanding the fundamentals of machining and following key design guidelines can save you up to 50% or more on your expenses.
This article is your ultimate guide to reducing CNC machining costs. We will dive deep into 10 proven, actionable tips that you can implement immediately.
What You’ll Find in This Article
- Tip #1: Optimize Your Material Selection
- Tip #2: Simplify the Part Geometry
- Tip #3: Specify Reasonable Tolerances
- Tip #4: Avoid Walls That Are Too Thin
- Tip #5: Consolidate Parts Where Possible
- Tip #6: Design Standard-Sized Holes
- Tip #7: Limit Thread Depth and Type
- Tip #8: Choose the Most Cost-Effective Surface Finish
- Tip #9: Reduce Unit Price by Increasing Order Quantity
- Tip #10: Actively Communicate with Your Manufacturer (Us)
Want to know the cost for your specific part?
At JFManufacturer, you can upload your CAD file to get an instant quote and a free design for manufacturability (DFM) analysis in seconds.
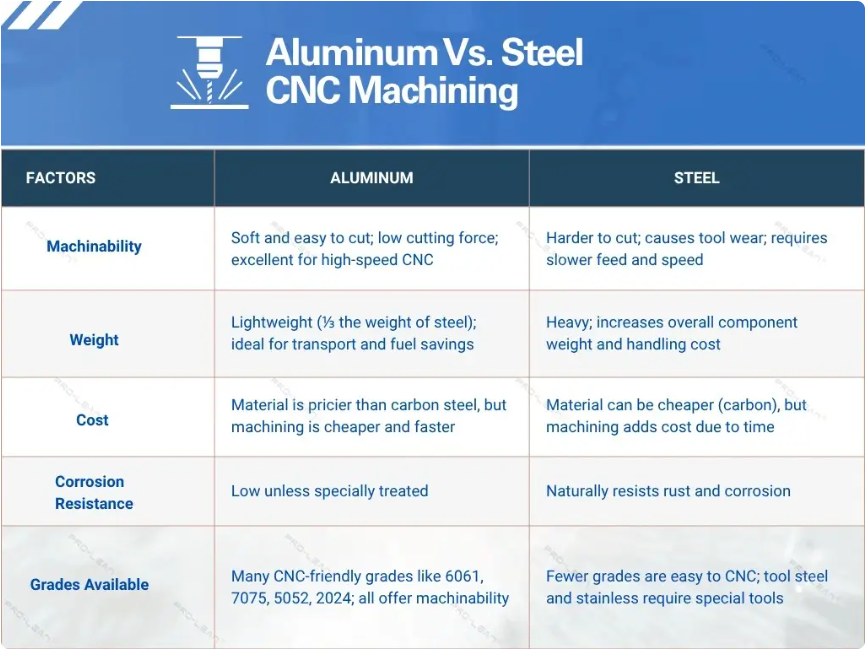
Tip #1: Optimize Your Material Selection
Material cost is a significant component of the total price. Choosing a more affordable material, provided it meets your functional requirements, is the most direct way to lower costs.
- Cost-Effective Materials: Aluminum 6061 is one of the most popular and cost-effective materials for machining. It offers good strength, is easy to machine, and is suitable for a wide range of applications.
- Avoid Expensive Materials: Unless your part has very specific requirements (e.g., ultra-high strength, high-temperature resistance), avoid expensive specialty materials like Titanium, PEEK, or Inconel.
- Consider Machinability: Even if two materials have a similar price per kilogram, their machinability can vary drastically. For instance, machining stainless steel (like 316L) requires more machine time and causes more tool wear than machining aluminum, leading to higher labor and machining costs.
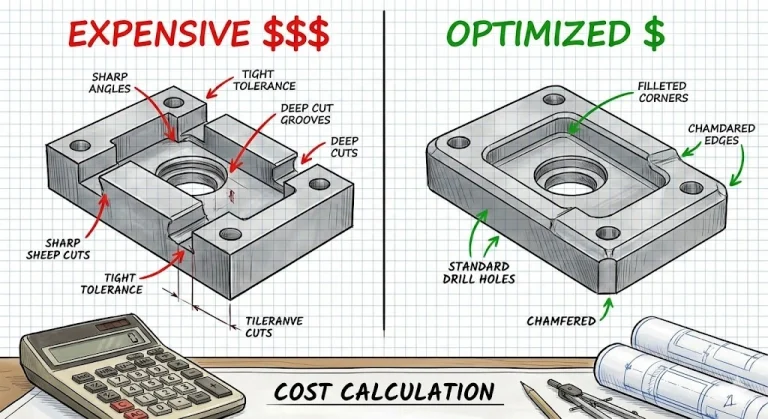
Tip #2: Simplify the Part Geometry
In CNC machining, time is money. The longer a machine has to run, the higher the cost. Complex geometry is the primary driver of increased machining time.
- Avoid Deep Pockets: Machining deep, narrow pockets requires special long, thin tools that are prone to vibration and breakage. They must be fed at a very slow rate, which dramatically increases machining time.
- Use Internal Radii Instead of Sharp Corners: CNC milling tools are cylindrical, so they naturally create internal radii (rounded corners). Creating a perfect 90-degree internal corner (a sharp corner) requires a secondary process like EDM (Electrical Discharge Machining), which is extremely expensive. A good design rule of thumb is: the radius of an inside corner should be at least 1/3 of the wall height.
- Remove Unnecessary Complex Surfaces: Stick to flat surfaces and simple curves unless complex contours are functionally or aesthetically essential.
Tip #3: Specify Reasonable Tolerances
Over-tolerancing is one of the most common reasons for budget overruns. Not every dimension on your part needs to achieve micron-level accuracy.
- Default to Standard Tolerances: If there are no special functional requirements, use the standard machining tolerance (e.g., ±0.125 mm or ±0.005″). This allows us to use standard setups for efficient machining.
- Apply Tight Tolerances Only to Critical Features: Specify tight tolerances only on surfaces, holes, or shafts that must mate with other parts.
- Tighter Tolerances Equal Higher Costs: Tightening a tolerance from ±0.1 mm to ±0.02 mm might require machine changes, more precise measurement tools, and multiple test cuts, potentially doubling the cost.
Tip #4: Avoid Walls That Are Too Thin
During machining, thin walls are prone to vibrating, bending, or warping under the pressure of the cutting tool, leading to a loss of accuracy. To prevent this, operators must reduce the machining speed or use special fixtures, both of which increase costs.
- Recommendation for Metal Parts: Wall thickness should generally be kept above 1.0 mm.
- Recommendation for Plastic Parts: Wall thickness is recommended to be above 1.5 mm.
Tip #5: Consolidate Parts Where Possible
If your product consists of multiple CNC parts that are machined separately and then assembled, consider if they can be integrated into a single, more complex part. While the machining time for the single part may increase, you will save on the setup costs for multiple parts and the subsequent manual assembly costs.
Tip #6: Design Standard-Sized Holes
Drilling is a common operation in CNC machining. Using standard-sized drill bits is the fastest and most economical way to create holes.
- Use Standard Drill Sizes: When designing, refer to a standard drill size chart.
- Avoid Non-Standard Sizes: If you design a hole with a non-standard diameter, we need to use an end mill to create it with a circular interpolation path, which is much slower and more expensive than a single drilling operation.
Tip #7: Limit Thread Depth and Type
- Threads Don’t Need to Be Deep: An effective thread depth of 1.5 to 2 times the bolt’s diameter is usually sufficient to provide adequate clamping force. Machining excessively deep threads increases the risk of tap breakage and adds to the cycle time.
- Use Standard Threads: Whenever possible, use standard thread specifications (like the metric M-series) and avoid special fine-pitch or multi-start threads.
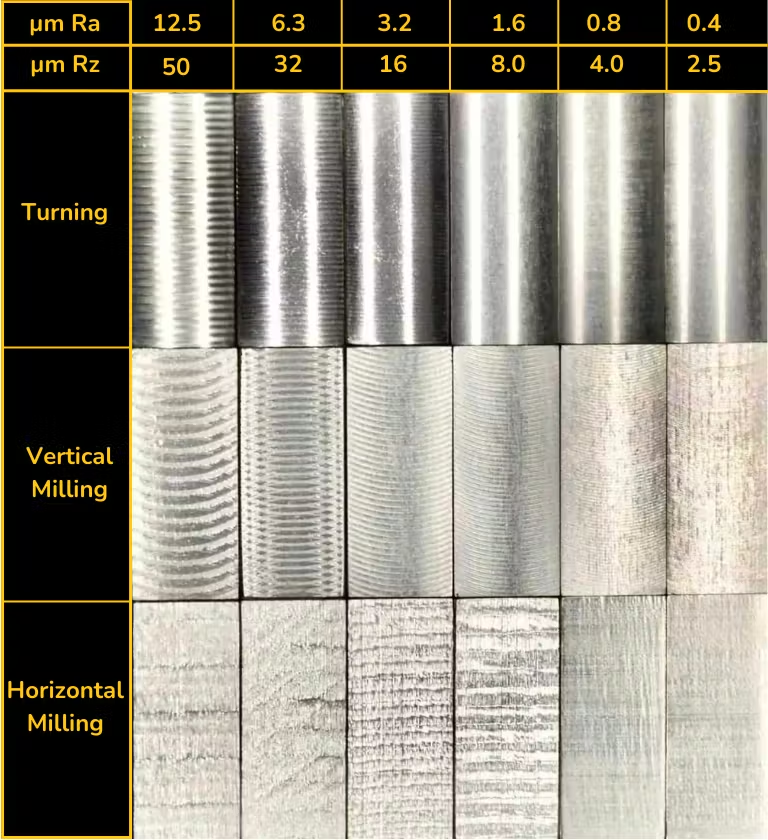
Tip #8: Choose the Most Cost-Effective Surface Finish
Surface finishes directly impact a part’s appearance, corrosion resistance, and hardness, but they also add to the cost.
- As-Machined: This is the most affordable option. The part’s surface will retain the small, visible marks left by the cutting tool. If the part is for internal use or has no aesthetic requirements, this is the best choice.
- Bead Blasting: Provides a uniform matte or satin finish at a moderate cost.
- Anodizing (Type II): Primarily used for aluminum, this provides a corrosion-resistant layer and can be dyed in various colors. It costs more than bead blasting. Anodizing Type II is generally cheaper than Type III (Hardcoat), which requires additional processing steps.
Tip #9: Reduce Unit Price by Increasing Order Quantity
CNC machining involves a fixed “setup cost,” which includes programming, fixture preparation, and first-article inspection. When you produce only one part, this entire cost is borne by that single part. When you produce 100 parts, this cost is amortized across all 100 units, significantly lowering the cost per part.
Tip #10: Actively Communicate with Your Manufacturer (Us)
Finally, and most importantly: communicate with your manufacturing partner early in the design stage.
At JFManufacturer, our engineering team has extensive machining experience. You can send us your preliminary designs, and we will provide you with professional feedback from a Design for Manufacturability (DFM) perspective, helping you identify and solve potential cost issues before the project even begins.
Bring Your Designs to Life
By following these design guidelines, you can confidently optimize your parts for significant cost savings without sacrificing quality.
Ready to start your next project?
Upload your CAD file today. Our engineers will review your design and provide an instant quote. Let us help you turn your brilliant designs into high-quality physical parts at the most competitive cost.