Medical CNC Machining: The Engineer’s Handbook to Materials, Standards & ISO 13485
Published Date:
Share
Table of Contents
Newsletter
Subscribe our newsletter to get update information, news and free insight.
In the general manufacturing sector, a “quality part” is one that meets the print specifications. In the medical device industry, meeting the print is merely the starting line. A truly compliant medical component must carry with it a genealogy of data—from the mill that melted the ore to the specific CNC machine that cut the final thread.
Medical CNC Machining is the intersection of advanced metallurgy, sub-micron metrology, and rigorous regulatory compliance. It is the invisible backbone of modern healthcare, powering everything from minimally invasive surgical robotics (like the da Vinci system) to Class III long-term implants.
For engineers and procurement managers, sourcing these components is fraught with risk. The gap between a standard machine shop and a dedicated medical manufacturer lies in the “invisible” details: stress-relieving cycles for polymers, iron-free coolant systems for stainless steel, and validation protocols that satisfy FDA CFR 21 Part 820.
This handbook is not a surface-level overview. It is a technical deep-dive into the operational reality of manufacturing medical devices. We will dissect the nuances of ISO 13485 risk management, the machinability physics of exotic alloys, and the critical post-processing steps that ensure biocompatibility.
Section 1: The Regulatory Architecture (ISO 13485 & FDA)
Many shops claim to be “medical ready” because they can hold tight tolerances. However, precision is not compliance. The defining characteristic of medical manufacturing is Risk Management.
1.1 ISO 13485:2016 – Beyond Certificate on the Wall
[ISO 13485] is the internationally agreed standard for setting up a Quality Management System (QMS) specifically for the medical industry. Unlike ISO 9001, which focuses on continuous improvement and customer satisfaction, ISO 13485 focuses on maintaining the effectiveness of the QMS and meeting regulatory requirements.
At JFManufacturer, this translates to specific operational mandates:
CAPA (Corrective and Preventive Action): If a non-conformance is found (e.g., a surface scratch on a bone plate), we don’t just fix the part. We must investigate the root cause (e.g., worn fixture pads), implement a fix, and validate that the fix prevents recurrence.
Risk Analysis (ISO 14971): Before we write a line of G-code, we perform a PFMEA (Process Failure Mode and Effects Analysis). We ask: “What happens if this drill breaks inside the part?” If the risk involves patient safety (e.g., a burr detaching in the bloodstream), we implement redundant detection systems, such as 100% microscopic inspection.
1.2 The “Device History Record” (DHR)
For medical clients, the physical part is only half of the deliverable. The other half is the data package. A typical DHR for a machined implant includes:
Material Certification (Mill Certs): Chemical and physical analysis from the raw material foundry.
Certificate of Conformance (CoC): A legal document stating the parts meet all revisions of the drawing.
First Article Inspection (FAI) Report: Typically following AS9102 format, verifying every single dimension on the first part produced.
Outside Process Certs: Proof of validation for passivation, anodizing, or heat treating.
Lot Control Number: A unique identifier that links every shipped part back to the specific raw material bar and machine run time.
Figure 1: The traceability lifecycle in ISO 13485 manufacturing. Every medical component must be traceable back to the specific raw material heat number and processing batch via the Device History Record (DHR).
Section 2: Advanced Materials Science for Medical Devices
The human body is a hostile environment. It is warm, saline, and chemically aggressive. Materials must possess high specific strength, fatigue resistance, and absolute biocompatibility (cytotoxicity).
2.1 Titanium Alloys: The Biocompatible King
Titanium is preferred for implants due to its Osseointegration capability (bone tissue grows into the micropores of the metal surface).
Ti-6Al-4V ELI (Grade 23) vs. Grade 5: While Grade 5 is standard for aerospace, medical implants strictly require Grade 23 (Extra Low Interstitial) per [ASTM F136].
The Chemistry: ELI reduces Oxygen content to <0.13% and Iron to <0.25%.
The Effect: Interstitial elements like Oxygen makes the lattice structure brittle. Reducing them significantly improves Fracture Toughness and Ductility. This is non-negotiable for parts subjected to cyclical loading, such as hip stems or spinal rods.
Machining Physics: Titanium has a low modulus of elasticity (it is “springy”). During machining, the workpiece tends to pull away from the cutter and then spring back, causing chatter and rubbing.
Solution: We use positive rake geometry tools and heavy chip loads to shear the metal cleanly rather than rubbing it.
2.2 Stainless Steels: The Surgical Standard
17-4 PH (Precipitation Hardening): Commonly used for surgical instruments that require high strength and a cutting edge.
Heat Treatment: 17-4 PH is typically machined in the annealed state and then heat-treated to Condition H900 (900°F for 1 hour). This precipitates copper particles in the alloy matrix, boosting hardness to 40-47 HRC while maintaining corrosion resistance superior to 400-series steels.
316LVM (Vacuum Melt): For temporary implants (bone nails, screws), standard 316L is insufficient. We use 316LVM, which is vacuum-arc remelted. This process removes gas pockets and non-metallic inclusions, resulting in a flawless surface finish essential for preventing corrosion pits where bacteria can hide.
2.3 Medical Grade Polymers (PEEK & Ultem)
PEEK (Polyetheretherketone): Radiolucent (invisible to X-ray/MRI) and chemically inert.
The “Annealing” Criticality: PEEK has high internal stress. If you machine a PEEK rod aggressively, it builds up stress. When the part is later sterilized in an autoclave (steam heat), that stress releases, causing the part to warp or crack.
Our Process: We perform intermediate annealing cycles (baking the part at controlled temps) during the machining process to relieve stress and ensure dimensional stability.
2.4 Cobalt-Chrome-Molybdenum (CoCrMo)
Used for metal-on-metal wear surfaces, like the femoral head of a hip replacement.
Machinability: It is one of the hardest materials to machine (harder than titanium). It creates extreme heat and abrasive wear on tools.
Strategy: We utilize ceramic-reinforced cutting tools and rigid, vibration-damped fixturing to hold tolerances on CoCrMo.
Medical parts often combine “Swiss-style” dimensions (long, thin) with “Aerospace-style” complexity (5-axis contours).
3.1 CNC Swiss Machining: The “Guide Bushing” Advantage
For components like bone screws or dental abutments (diameter < 10mm), standard lathes create too much deflection.
The Mechanics: A Swiss lathe feeds the stock through a guide bushing. The cutting tool operates just millimeters from this bushing. This means the overhang is always near zero, regardless of how long the part is.
Capabilities:
Thread Whirling: A specialized attachment spins a ring of cutters around the rotating stock to cut deep bone-screw threads (like Acme or Buttress threads) in a single pass, without burrs.
Micro-Drilling: Drilling cannulated holes (hollow centers for guide wires) with diameters as small as 0.5mm over lengths of 100mm+.
3.2 5-Axis Simultaneous Milling
Used for anatomical implants like knee femoral components or cranial plates.
Surface Finish Benefit: By tilting the tool to maintain the optimal cutting angle relative to the curved surface, we avoid the “step-over” lines common in 3-axis machining. This reduces the need for manual polishing, which can alter the precision geometry.
3.3 Coolant Management: The Hidden Contaminant
In standard machining, coolant is just for heat removal. In medical machining, coolant is a potential contaminant.
The Risk: Mineral-based oils can leave residues that are difficult to clean and may be cytotoxic.
The Solution: For implantable parts, we use vegetable-ester based coolants or strictly controlled synthetic coolants approved for medical manufacturing. We also employ dedicated machine sumps for medical plastics to strictly prevent cross-contamination with metal fines.
Section 4: Metrology & Validation (How We Measure)
You cannot manufacture what you cannot measure. In medical machining, tolerances of ±0.005mm are common, and “contact measurement” (using calipers) is often impossible due to the part’s fragility or complex geometry.
4.1 Vision Inspection Systems (OGP / Keyence)
For soft parts like PEEK seals or tiny features on a stent, touching the part deforms it. We utilize high-resolution optical measurement systems.
Automated Inspection: These systems use edge-detection algorithms to measure hundreds of dimensions in seconds, ensuring 100% inspection of critical features without operator error.
4.2 CMM (Coordinate Measuring Machine)
For 3D geometries like hip stems, we use CMMs with scanning probes. These probes glide across the surface, collecting thousands of data points to generate a “heat map” comparing the physical part directly to the CAD model.
4.3 Surface Profilometry
Because surface roughness affects bacterial adhesion, visual estimation isn’t enough. We use contact profilometers to physically trace the surface and generate quantitative Ra (Average Roughness) and Rz (Mean Roughness Depth) data to verify compliance with FDA requirements.
Section 5: Critical Surface Treatments for FDA Compliance
The machining process is violent; it leaves behind stress, tool marks, and potential contaminants. Post-processing restores the material to a biocompatible state.
5.1 Passivation (ASTM A967 / AMS 2700)
This is mandatory for all stainless steel medical parts.
The Science: It is not a coating. It is a controlled acid bath (Citric or Nitric) that selectively dissolves “free iron” from the surface. This leaves behind a chromium-rich surface that immediately oxidizes to form a passive, inert shield against corrosion.
Testing: We verify passivation using the Copper Sulfate Test. If any free iron remains, the copper sulfate will plate out on the iron spots, appearing as pink dots (a failure).
5.2 Titanium Anodizing (AMS 2488)
Unlike aluminum anodizing (which adds a thick ceramic layer), titanium anodizing types are different:
Type 2 (Grey Anodize): An anti-galling treatment. It modifies the oxide layer to reduce friction, essential for titanium screws to prevent “cold welding” during surgery.
Type 3 (Color Anodize): Used for size identification (e.g., 3.5mm screws are Blue, 4.0mm are Green). This is purely an interference pattern of light caused by oxide thickness—no dye is used, making it 100% biocompatible.
5.3 Electropolishing (ISO 15730)
Standard mechanical polishing folds metal over, potentially trapping oils or bacteria underneath the surface.
Electropolishing: Removes surface metal ion-by-ion. It eliminates micro-burrs and creates a chemically clean, smooth surface that is highly resistant to biofilm formation. This is the industry standard for vascular implants and blood-contacting needles.
5.4 Laser Marking (UDI)
Laser marking on medical devices must be “annealed,” not “engraved.”
Annealing: Uses low heat to change the color of the metal (oxidation) without vaporizing material. The surface remains perfectly smooth to the touch, ensuring no crevices exist for biological matter to accumulate.
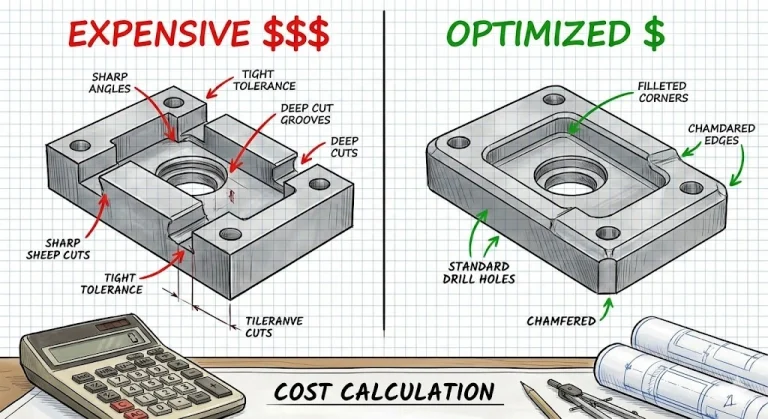
Section 6: Design for Manufacturability (DFM) – Cost Drivers
Medical devices will always be expensive, but they don’t have to be wasteful. Understanding the machining process can save 30%+ on unit costs.
Corner Radii & Tooling Stiffness: Deep pockets with tiny corner radii require long, thin end mills. These tools deflect, chatter, and break.
DFM Tip: If a pocket is 20mm deep, try to allow a corner radius of at least 2mm. This allows us to use a Ø4mm tool, which is 16x stiffer than a Ø2mm tool, drastically reducing cycle time.
Micromachining & Aspect Ratios: Drilling a hole is standard. Drilling a hole that is 50x deeper than its diameter (e.g., Ø0.5mm x 25mm deep) is a feat of engineering.
DFM Tip: Avoid aspect ratios > 20:1 for drilled holes if possible. If necessary, consider cannulated bar stock (tubing) instead of solid bar to eliminate the drilling operation entirely.
Standardize Threads: Medical designers often invent custom thread forms. This requires custom-ground taps and gauges, which have 12-week lead times.
DFM Tip: Stick to standard Unified (UN) or Metric (M) threads, or standard Medical Bone Screw threads (HA/HB type) where off-the-shelf tooling exists.
Figure 2: CNC Machining
Conclusion
In the high-stakes arena of medical device manufacturing, “trust” is built on data. It is built on the assurance that the PEEK spinal cage you receive has been stress-relieved to prevent warping. It is built on the certainty that the Titanium screw has been color-anodized without dyes that could leach into the body.
Do not leave patient safety to chance. Partner with a manufacturer who understands the rigor of the medical industry. Upload your drawing today for a comprehensive DFM review and risk analysis.
[Get Your Medical Manufacturing Quote]
FAQ: Medical Machining Specifics
Q1: How do you prevent cross-contamination between materials?
Cross-contamination (e.g., iron particles on a titanium implant) causes galvanic corrosion. We segregate our facility into “Ferrous” (Steel) and “Non-Ferrous” (Titanium/Plastic) zones. We use dedicated deburring tools, files, and sanding belts for medical titanium to ensure no steel particles are ever
Q2: Can you achieve “Burr-Free” without manual deburring?
For many micro-medical parts, manual deburring is impossible under a microscope. We utilize “Thermal Energy Method” (TEM) deburring for certain geometries, or advanced tumbling media. However, for critical Swiss parts, we program the machine to re-enter the cut and chamfer every edge, ensuring the part comes off the machine 99% burr-free.
Q3: What is the difference between Cytotoxicity and Biocompatibility?
Biocompatibility is the broad ability of a material to perform with an appropriate host response. Cytotoxicity is a specific test (ISO 10993-5) to see if the material/process kills cells. Machining oils are the #1 cause of cytotoxicity failures. That is why we use validated wash cycles to remove all hydrocarbon residues before shipping.
Q4: Why is 316LVM more expensive than 316L?
316LVM (Low Carbon Vacuum Melt) undergoes a secondary melting process under vacuum. This removes sulfur, phosphorus, and gases. While chemically similar to 316L, the “VM” process produces a much cleaner microstructure, improving fatigue life and corrosion resistance. The raw material cost is typically 3-4x higher than standard 316L.
Q5: Do you offer laser welding for medical assemblies?
Yes. Laser welding is preferred for medical devices (like joining a handle to a shaft) because it creates a minimal Heat Affected Zone (HAZ) and requires no filler material, keeping the assembly chemically pure and easy to validate.
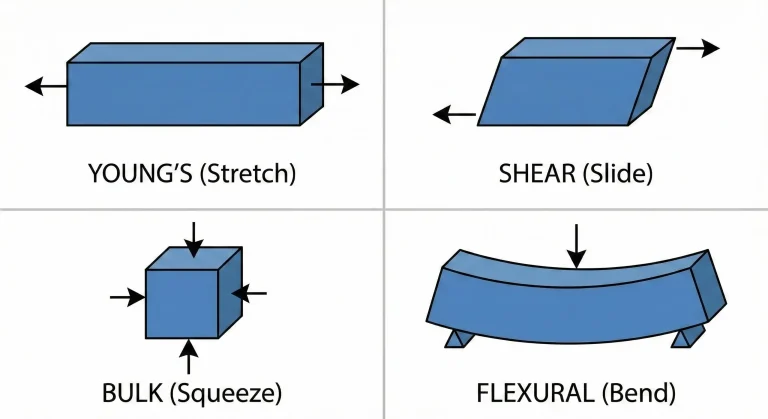
Stop using 'Young's Modulus' for everything! If you are designing a drive shaft, you need Shear stiffness. If it's a plastic snap-fit, you need Flexural stiffness.This simple guide explains the...
Writing 'Black Finish' on a drawing is a gamble. Is it Anodizing (5μm) or Powder Coat (100μm)? The wrong choice can ruin your tolerances and cause assembly failure. This engineer's...
Why does a simple bracket cost $150? The answer is usually hidden in a 90° internal corner or an unnecessary ±0.01mm tolerance. This engineer’s handbook breaks down the mathematics of...
In the general manufacturing sector, a “quality part” is one that meets the print specifications. In the medical device industry, meeting the print is merely the starting line. A truly...
Specifying "Anodize" isn't enough. There is a massive engineering gap between Type II (Decorative) and Type III (Hardcoat). This guide breaks down the MIL-A-8625 standards, the "50/50 Rule" of dimensional...
Ready to get started? Upload your CAD files and project details here. Our engineering team will review your request and provide a detailed quote, typically within 24 hours.